
西门子授权代理商
浔之漫智控技术有限公司西门子代理。
浔之漫智控技术有限公司主要产品有“PLC,变频器,触摸屏,模块,传感器,低压器,伺服电机,工控机”。全新原装,质量保证,保修一年,价格合理,支持技术服务!SIEMENS 可编程控制器
1、 SIMATIC S7 系列PLC:S7-200、S7-1200、S7-300、S7-400、ET-200
2、 逻辑控制模块 LOGO!230RC、230RCO、230RCL、24RC、24RCL等
3、 SITOP直流电源 24V DC 1.3A、2.5A、3A、5A、10A、20A、40A可并联.
4、HMI 触摸屏TD200 TD400C K-TP OP177 TP177,MP277 MP377,
SIEMENS 交、直流传动装置
1、 交流变频器 MICROMASTER系列:MM420、MM430、MM440、G110、G120.
MIDASTER系列:MDV
2、全数字直流调速装置 6RA23、6RA24、6RA28、6RA70、6SE70系列
SIEMENS 数控 伺服
SINUMERIK:801、802S 、802D、802D SL、810D、840D、611U、S120
“信誉第一,客户至上”是公司成立之初所确立的宗旨,在公司领导的严格要求和员工们不折不扣地贯彻执行下发展延续至今。“假一罚十”一直是我公司的主动承诺。
 - 副本.jpg")


该任务是关于计数器指令应用案例。西门子S7-1200 PLC的计数器指令主要完成计数功能,可以实现加法和减法计数。
本任务要求读者掌握以下几个内容:
1.加计数指令的使用
2.减计数指令的使用
3.加减计数指令的使用
二、任务描述按下启动按钮,圆盘正向旋转,圆盘每转一周发出一个检测信号,当圆盘正向旋转2圈后,圆盘停止旋转。在圆盘静止5秒后,圆盘反向旋转,当圆盘反向旋转2圈后,圆盘停止旋转。在圆盘静止5秒后,圆盘再次正向旋转,如此重复。任意时刻按下停止按钮,圆盘立即停止。当再次启动圆盘时,圆盘按照停止前的方向旋转。
三、相关知识本案例主要使用的是位逻辑及计数器指令,位逻辑指令在其他篇幅已有介绍,在此不赘述。此处为读者介绍计数器指令的相关知识。
1.加计数器指令
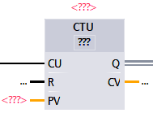
CTU:加计数指令,当参数 CU 的值从 0 变为 1 时,CTU 计数器会使计数值加 1。加计数器(CTU)指令相关参数如下表
LAD
参数
数据类型
说明
CU
BOOL
计数器输入
R
复位,优先于CU端
PV
Int
预设值
Q
计数器的状态,CV>=PV,Q输出1,CV<PV,Q输出0
CV
整数、Char、
WChar、Date
当前计数值
从指令框的“<???>”下拉列表中选择该指令的数据类型。
调用计数器指令时,需要生成保存计数器数据的背景数据块。CTU计数器的参数CU值从0变为1,CTU使计数值加1。如果参数CV(当前计数值)的值大于或等于PV(预设计数值)的值,则计数器输出参数Q=1。如果复位参数R的值从0变为1,则当前计数值复位为0。计数器指令,如图2-4-1所示。
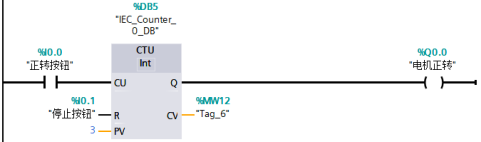
图2-4-1 加计数指令示例
2.减计数器指令
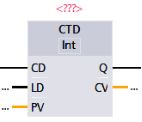
CTD:减计数指令,当参数 CD 的值从 0 变为 1 时,CTD 计数器会使计数值减 1。减计数器(CTD)指令相关参数如下表
CD
LD
装载输入
使用LD=1置位输出CV的目标值
调用计数器指令时,需要生成保存计数器数据的背景数据块。CTD计数器的参数CD值从0变为1,CTD使计数值减1。如果参数CV(当前计数值)的值小于或等于0,如果参数LOAD的值从0变为1,则参数PV(预设值)的值作为新的CV(当前计数值)装载到计数器,如图2-4-2所示。
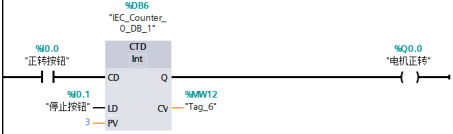
图2-4-2 减计数器指令示例
3.加减计数器指令
CTUD:加减计数指令,当参数 CU 的值从 0 变为 1 时,CTU 计数器会使计数值加 1。当参数 CD 的值从 0 变为 1 时,CTD 计数器会使计数值减 1。减计数器(CTD)指令相关参数如下表
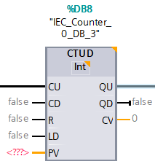
加计数器输入
CD
减计数器输入
R
复位输入
LD
INT
QU
加计数器的状态
QD
减计数器的状态
当前计数器
调用计数器指令时,需要生成保存计数器数据的背景数据块。CTUD计数器的参数CU值从0变为1,使计数值加1。参数C
一、问题提出
可编程控制器技术*主要是应用于自动化控制工程中,如何综合地运用前面学过知识点,根据实际工程要求合理组合成控制系统, 在此介绍组成可编程控制器控制系统的一般方法。
二、可编程控制器控制系统设计的基本步骤
1 .系统设计的主要内容
( 1 )拟定控制系统设计的技术条件。技术条件一般以设计任务书的形式来确定,它是整个设计的依据;
( 2 )选择电气传动形式和电动机、电磁阀等执行机构;
( 3 )选定 PLC 的型号;
( 4 )编制 PLC 的输入 / 输出分配表或绘制输入 / 输出端子接线图;
( 5 )根据系统设计的要求编写软件规格说明书,然后再用相应的编程语言(常用梯形图)进行程序设计;
( 6 )了解并遵循用户认知心理学,重视人机界面的设计,增强人与机器之间的友善关系;
( 7 )设计操作台、电气柜及非标准电器元部件;
( 8 )编写设计说明书和使用说明书;
根据具体任务,上述内容可适当调整。
2 . 系统设计的基本步骤
可编程控制器应用系统设计与调试的主要步骤,
1 可编程控制器应用系统设计与调试的主要步骤
( 1 )深入了解和分析被控对象的工艺条件和控制要求
a .被控对象就是受控的机械、电气设备、生产线或生产过程。
b .控制要求主要指控制的基本方式、应完成的动作、自动工作循环的组成、必要的保护和联锁等。对较复杂的控制系统,还可将控制任务分成几个独立部分,这种可化繁为简,有利于编程和调试。
( 2 )确定 I/O 设备
根据被控对象对 PLC 控制系统的功能要求,确定系统所需的用户输入、输出设备。常用的输入设备有按钮、选择开关、行程开关、传感器等,常用的输出设备有继电器、接触器、指示灯、电磁阀等。
( 3 )选择合适的 PLC 类型
根据已确定的用户 I/O 设备,统计所需的输入信号和输出信号的点数,选择合适的 PLC 类型,包括机型的选择、容量的选择、 I/O 模块的选择、电源模块的选择等。
( 4 )分配 I/O 点
分配 PLC 的输入输出点,编制出输入 / 输出分配表或者画出输入 / 输出端子的接线图。接着九可以进行 PLC 程序设计,同时可进行控制柜或操作台的设计和现场施工。
( 5 )设计应用系统梯形图程序
根据工作功能图表或状态流程图等设计出梯形图即编程。这一步是整个应用系统设计的*核心工作,也是比较困难的一步,要设计好梯形图,首先要十分熟悉控制要求,同时还要有一定的电气设计的实践经验。
( 6 )将程序输入 PLC
当使用简易编程器将程序输入 PLC 时,需要先将梯形图转换成指令助记符,以便输入。当使用可编程序控制器的辅助编程软件在计算机上编程时,可通过上下位机的连接电缆将程序下载到 PLC 中去。
( 7 )进行软件测试
程序输入 PLC 后,应先进行测试工作。因为在程序设计过程中,难免会有疏漏的地方。因此在将 PLC 连接到现场设备上去之前,必需进行软件测试,以排除程序中的错误,同时也为整体调试打好基础,缩短整体调试的周期。
( 8 )应用系统整体调试
在 PLC 软硬件设计和控制柜及现场施工完成后,就可以进行整个系统的联机调试,如果控制系统是由几个部分组成,则应先作局部调试,然后再进行整体调试;如果控制程序的步序较多,则可先进行分段调试,然后再连接起来总调。调试中发现的问题,要逐一排除,直至调试成功。
( 9 )编制技术文件
系统技术文件包括说明书、电气原理图、电器布置图、电气元件明细表、 PLC 梯形图。
















