
西门子网络电缆6XV1830-OEH1O西门子总代理 西门子中国代理商
西门子网络电缆6XV1830-OEH1O西门子总代理 西门子中国代理商
西门子网络电缆6XV1830-OEH1O西门子总代理 西门子中国代理商
案例|同一项目下西门子S7-1200 PLC 之间的S7通信详解一、要完成的功能任务1. S7-1200 CPU Clinet 将通讯数据区 DB1 块中的 10 个字节的数据发送到 S7-1200 CPU server 的接收数据区 DB1 块中;
2. S7-1200 CPU Clinet 将S7-1200 CPU server 发送数据区 DB2 块中的 10 个字节的数据读到 S7-1200 CPU Clinet 的接收数据区 DB2 块中。
二、硬件设备1. CPU 1214C DC/DC/DC
2. CPU 1214C DC/DC/DC
三、软件西门子plc编程软件:TIA 博途
四、实现方法1. 使用博途创建一个新项目,并通过“添加新设备”组态 S7-1200 站 client V4.1,选择 CPU1214C DC/DC/DC V4.1(client IP:192.168.0.10);接着组态另一个S7-1200站 server v2.0,选择 CPU1214C DC/DC/DC V2.0(server IP:192.168.0.12),如图1所示

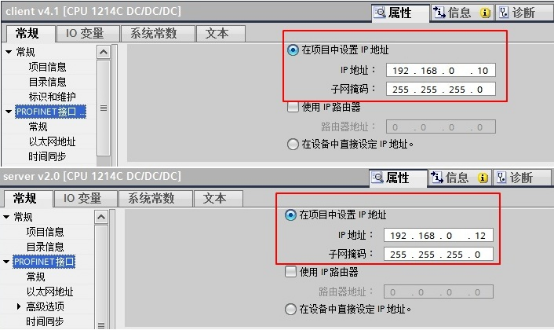
图1
2. 在“设备组态”中 ,选择“网络视图”栏进行配置网络,点中左上角的“连接”图标,连接框中选择“S7连接”,然后选中client v4.1 CPU(客户端),右键选择“添加新的连接”,在创建新连接对话框内,选择连接对象“server v2.0 CPU”,选择“主动建立连接”后建立新连接,如图2所示:
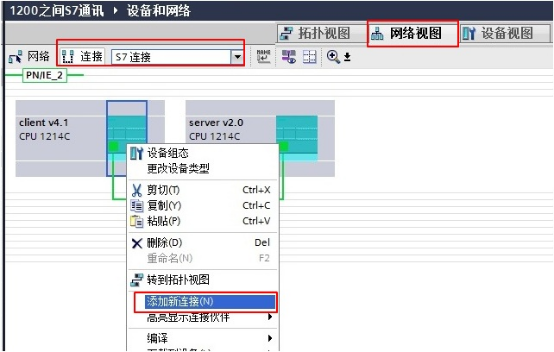
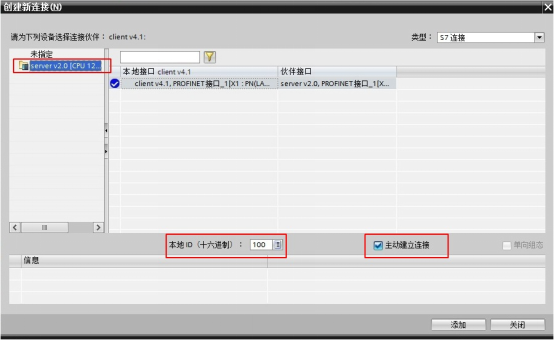
图2
3. 在中间栏的“连接”条目中,可以看到已经建立的“S7_连接_1”,如图3所示:

图3
4. 点中上面的连接,在“S7_连接_1”的连接属性中查看各参数,点中上面的连接,在“S7_连接_1”的连接属性中查看各参数,如图4所示:
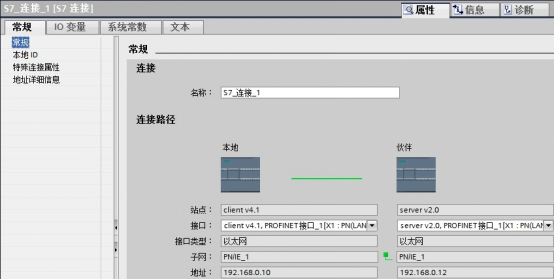
图4
5. 在本地ID中:显示通讯连接的ID 号,这里ID=W#16#100(编程使用),如图5所示:
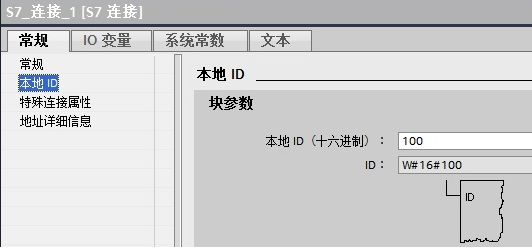
图5
6. 在特殊连接属性中:可以选择是否为主动连接,这里client v4.1是主动建立连接,如图6所示:
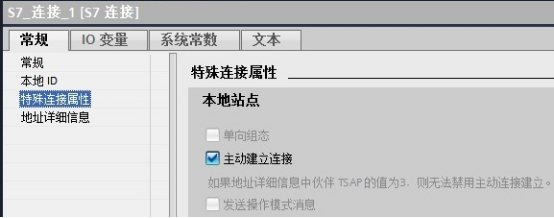
图6
7. 在地址详细信息中:定义通讯双方的 TSAP 号,这里不需要修改,如图7所示:
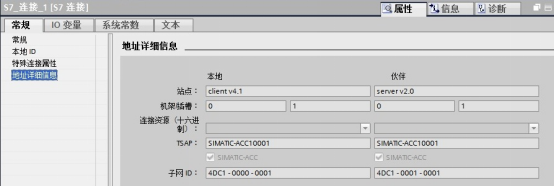
图7
8. 配置完网络连接,双方都编译存盘并下载。如果通讯连接正常,连接在线状态,如图8所示:

图8
9. 接下来进行编程,在 S7-1200 两侧,分别创建发送和接收数据块 DB1 和 DB2,定义成 10 个字节的数组,如图9所示:
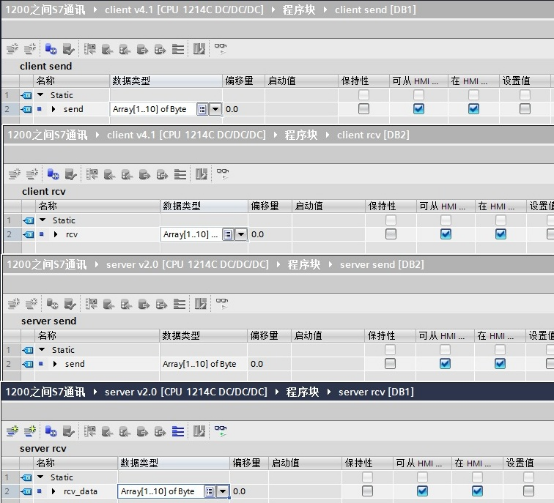
图9
10. 注意:数据块的属性中,需要选择非优化块访问(把默认的勾去掉),如图10所示:
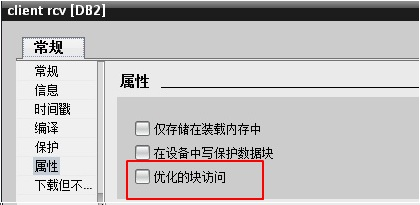
图10
11. 在主动建连接侧编程(client v4.1 CPU),在OB1中,从“Instruction” >“Communication” >“S7 Communication”下,调用 Get、Put 通信指令,如图11所示:
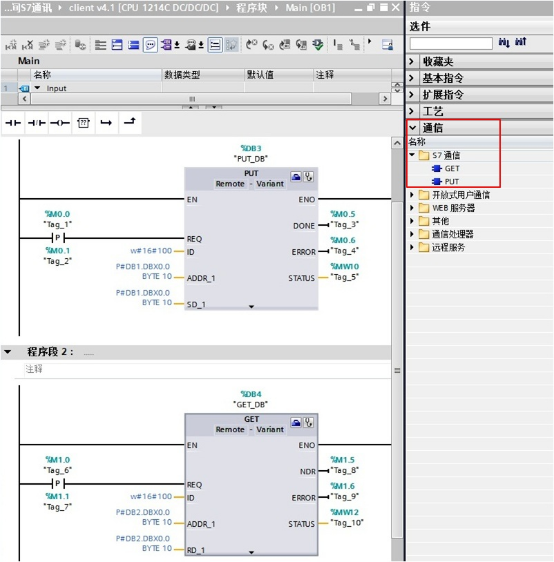
图11
12. 功能块参数意义如下表1:
功能块管脚
赋值
含义
REQ
%M0.0
上升沿触发
REQ
%M0.0
上升沿触发
ID
W#16#100
连接号,要与连接配置中一致,创建连接时的本地连接号
DONE
%M0.5
为1时,发送完成
ERROR
%M0.6
为1时,有故障发生
STATUS
%MW10
状态代码
ADDR_1
P#DB1.DBX0.0 BYTE 10
发送到通信伙伴数据区的地址
SD_1
P#DB1.DBX0.0 BYTE 10
本地发送数据区
REQ
%M1.0
上升沿触发
ID
W#16#100
连接号,要与连接配置中一致,创建连接时的本地连接号
NDR
%M1.5
为1时,接收到新数据
ERROR
%M1.6
为1时,有故障发生
STATUS
%MW12
状态代码
ADDR_1
P#DB2.DBX0.0 BYTE 10
从通信伙伴数据区读取数据的地址
RD_1
P#DB2.DBX0.0 BYTE 10
本地接收数据地址
表1
13. 通过在 S7-1200 客户机侧编程进行 S7 通讯,实现两个 CPU 之间数据交换,监控结果如图12所示:

图12
PLC输出的矩阵控制前言:可编程控制器简称PLC,是一种以微处理器为基础的新一代通用型工业控制器。由于其具有灵活的控制性能,简单方便的使用性能,可以适应各种工业环境的可靠性,因此在工业自动化领域中取的了广泛的应用。
在大型自动化生产线中常用到PLC来控制动作,当需要每个继电器只执行一个特定动作时,采用传统输出控制方式就需要多个PLC输出点来控制。这就占用了大量的PLC输出端,使的输出控制线路变的复杂,在故障检修方面耗费了大量时间也增加了设备的成本。
本文着重介绍PLC输出矩阵控制的原理,并阐述其在自动化控制中的应用。
论文内容:
一、PLC矩阵输出应用:
我公司是一家从事服装染整机械研究生产的公司。在实际生产中由于考虑到设备的自动控制要求,经常要用到PLC对设备进行控制。在使用PLC的过程中,例如:在电子配方称量滴料机中要用到PLC对120多个电磁阀进行控制,如果采用传统控制方式进行控制的话就回占用很多个PLC输出点。这样就增加了设备的成本。而PLC输出的矩阵控制可以很好的解决这个问题。
二、PLC输出矩阵控制的原理:
PLC输出矩阵控制是一种对PLC输出端采用控制负载公共端的接线方式,下面用三菱FX系列为例,其原理图如下:
1、工作原理:
下面本章将采用八点输出PLC做为解释,PLC输出端用Y0~Y3作为输出控制电磁阀DT1~DT16,Y4~Y7输出控制中间继电器KA1~KA4,通过KA1到KA4的常开触点输出矩阵控制信号与Y0~Y3结合控制电磁阀的动作。按钮SB1~SB7为信号输入按钮。
当需要电磁阀DT1动作时按下按钮SB1PLCY0端输出一个信号使电磁阀处于准备状态。同时按下按钮SB2则Y4有输出,中间继电器KA1动作,直流电源模块24V电经过KA1常开触点与DT1正端接通DT1动作。同样,当需要电磁阀DT2动作时只需断开Y4输出接通Y5输出即可。
PLC输出端Y0~Y3可以采用四孔排线将它并联到电磁阀DT1~DT4,DT5~DT8,DT9~DT12,DT13~DT16的负端其连接方式如下:
如图可知,电路是依靠两个点的通断来达到控制的目的,这就如矩阵一样采用4X4就可以控制16个元件,如果采用8X8就可以控制64个元件。这样输出的控制元件就会成倍的被扩展。
本人公司使用三菱FX系列PLC做为设备生产的控制,PLC的点数越多价格就越贵,采用PLC输出的矩阵输出后就可以有效减轻了设备的成本,同时使的设备的布线、维修等方面可以更加美观和方便。
三、总结:
通过实验可以知道,PLC输出采用矩阵控制可以很好的节省
PLC输出点,使的设备的生产成本和维护成本的到很好的控制。
